
1.Introduction: Why Go Custom?
In the procurement of aluminum profiles, opting for “standard parts” may often appear to be a time-saver; however, in the long run, it frequently proves to be the enemy of efficiency. For industrial projects that demand peak performance, generic profiles typically mean you are paying for unnecessary design elements.
The Limitations of Standard Profiles
Relying on off-the-shelf standard profiles typically entails the following “hidden costs”:
Material Waste: Standard shapes often retain excess material thickness in areas where structural load-bearing is unnecessary, resulting in increased weight.
Cumbersome Secondary Processing: To accommodate specific functional requirements, standard components frequently necessitate extensive drilling, milling, or welding—processes that significantly drive up labor costs and extend production lead times.
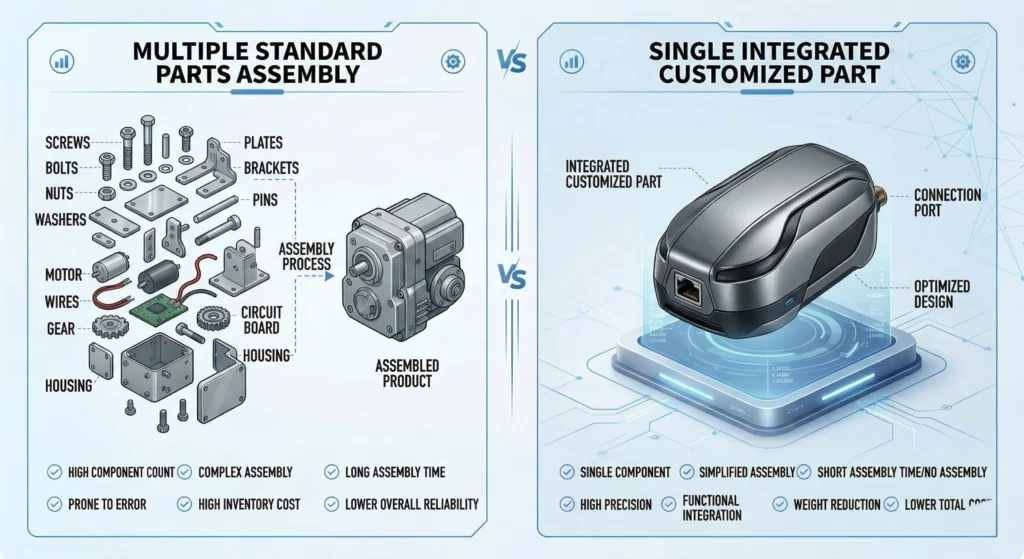
Assembly Complexity: The interconnection of multiple standard components increases the number of potential failure points and compromises the overall structural stability.
The Custom Advantage: Efficiency by Design
The core principle of Custom Aluminum Extrusion is “material placement on demand.” By optimizing the cross-sectional design during the drafting phase, you can achieve the following:
Significantly Reduced Total Costs: We can directly integrate features—such as screw holes, guide slots, or snap-fit mechanisms—into the cross-section itself. This allows you to bypass expensive secondary processing steps, thereby reducing both part count and assembly time.
Superior Structural Efficiency: You can strategically thicken high-stress areas while thinning non-critical zones. This optimization yields components that are simultaneously lightweight and exceptionally robust, striking a perfect balance between load-bearing capacity and self-weight.
Maximized Material Performance: Whether your priority is the high strength of 6061 alloy or the superior surface finish of 6063, a custom design ensures that the physical properties of the chosen material are leveraged to their absolute fullest potential.
Phase 1: Design and Material Selection
At the outset of a custom aluminum extrusion project, simply possessing a great concept is not enough. True success lies in combining that concept with precise engineering consultation and optimal material selection. In Phase 1, we will transform your vision into a manufacturable and cost-effective solution.
Engineering Consultation: Bridging Concept and Production
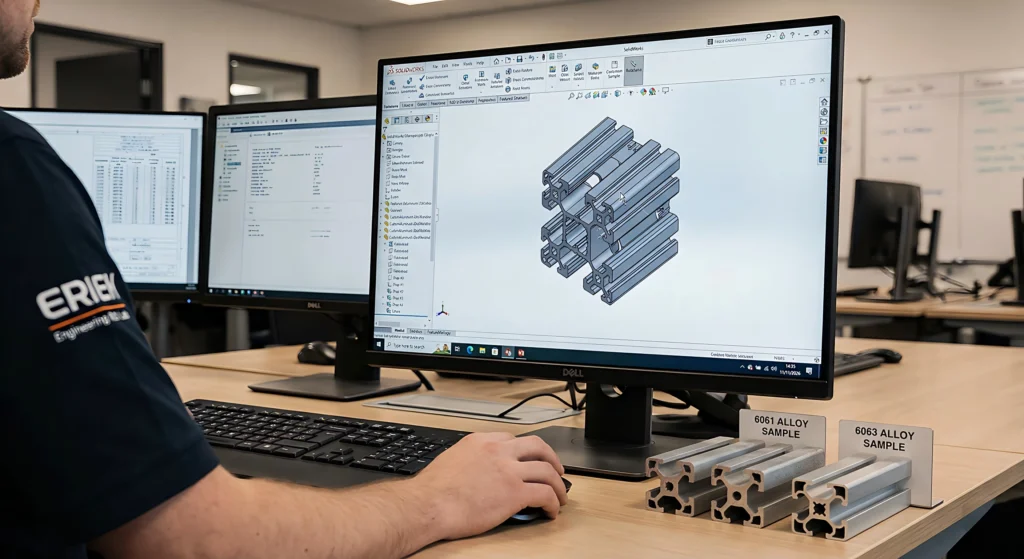
Our engineering team will be fully involved in your project. Whether you provide an initial design concept or mature CAD (Autodesk AutoCAD) or SolidWorks 3D drawings, we will conduct a comprehensive Design for Manufacturability (DFM) review.
Optimize Die Design: We carefully analyze your cross-sectional design, checking wall thickness uniformity, critical features, and tolerance ranges. Our engineering team will use software such as SolidWorks for simulations to ensure the die has optimal lifespan and accuracy during manufacturing.
Reduce Cost Risks: We look beyond just perfect drawings; we consider their cost-effectiveness on the extruder. Through DFM review, we identify and resolve potential material flow conflicts or processing bottlenecks before die manufacturing, saving you costly modification costs and downtime.
Active Collaboration: “Our engineers actively collaborate with you, reviewing every detail of your CAD or SolidWorks model to optimize die performance and minimize manufacturing risks.”
Choosing the Right Alloy: Foundational for Strength and Style
In the realm of custom aluminum extrusion, the most fundamental—and indeed decisive—decision is the selection of the optimal alloy material. We present a comparison of two of the most widely used industry-standard alloys to assist you in making this choice:
6061 Aluminum: The Structural Powerhouse
When your application prioritizes high structural strength and load-bearing capacity, we recommend specifying 6061 aluminum alloy (typically in the T6 temper).
Key Advantages:
- Exceptional mechanical strength and tensile properties, making it the premier choice for structural aluminum applications.
- Robust corrosion resistance, suitable for use in harsh industrial and outdoor environments.
- Good machinability (including CNC milling and drilling).
Typical Applications: Heavy-duty industrial frameworks, transportation components (such as automotive and marine parts), load-bearing structures, and general structural components.
6063 Aluminum: The Master of Complexity and Finish
When your design calls for intricate geometries, fine cross-sections, and a flawless surface finish, we direct you toward 6063 aluminum alloy (typically in the T5 or T6 temper).
Key Advantages:
- Excellent formability and extrusion properties, enabling the creation of highly complex hollow and multi-cavity cross-sections.
- Superior surface finishing capabilities (ideally suited for anodizing), delivering a seamless and refined aesthetic.
- Good thermal properties and corrosion resistance.
Typical Applications: Refined architectural profiles (such as curtain walls, door and window frames), electronic enclosures, heat sinks, and decorative components.
Phase 2: Tooling and Die Creation
In the realm of custom aluminum extrusion, the most fundamental—and indeed decisive—decision is the selection of the optimal alloy material. We present a comparison of two of the most widely used industry-standard alloys to assist you in making this choice:
The Die: Your Product’s Steel Blueprint
At its core, an extrusion die is a precision disc crafted from heat-resistant tool steel—typically high-grade H13 steel—featuring an engraved opening that mirrors your designed cross-sectional profile.
Engineering the Flow: Die design entails far more than simply cutting a hole. Our engineers must meticulously calculate the flow velocity and pressure of the aluminum alloy as it passes through the die. Complex cross-sections necessitate the precise design of “bridges” and “welding chambers” to ensure the aluminum metal fuses seamlessly before extrusion.
Precision CNC & EDM Manufacturing: We utilize high-precision CNC milling and Electrical Discharge Machining (EDM) technologies to manufacture our dies. The wire-cutting EDM process enables micron-level precision, ensuring that even the most intricate internal cavities or slender fins are rendered with absolute perfection.
Determining Tolerances: Why Precision Matters
The manufacturing precision of a die directly determines the tolerances of the resulting profile. In industrial applications, even an error of just 0.1 mm can lead to assembly failure.
Meeting Industrial Standards: The dies we manufacture meet—and often exceed—international standards such as EN 755 and ASTM B221.
Dimensional Consistency: High-quality dies maintain exceptional dimensional stability even when subjected to the thousands of tons of pressure exerted by an extrusion press, ensuring that the specifications of the very first meter of product remain absolutely identical to those of the ten-thousandth meter.
High-Volume Repeatability
To ensure repeatability in mass production, our dies undergo rigorous heat treatment and nitriding. This significantly improves the surface hardness and wear resistance of the dies.
Long-Term Reliability: A well-maintained set of precision dies can extrude tons of aluminum. This means that your project will maintain consistent part fit over long-term operation, eliminating the need for frequent adjustments to the assembly process.
Precision in Every Micrometer: “We transform industrial-grade tool steel into high-precision dies, ensuring that every profile we extrude meets your exact dimensional requirements with absolute repeatability.”
Phase 3: The Extrusion Process
This is the moment of greatest intensity in the entire manufacturing process. Here, under immense pressure and precise temperature control, raw materials instantly transform their form, converting into the precise cross-sections you designed in your CAD drawings.
Heating the Billet: Preparing for Transformation
Prior to the commencement of extrusion, a cylindrical aluminum alloy bar—known as a “billet”—is fed into a heating furnace.
Temperature Control: We heat the 6061 or 6063 aluminum billets to a temperature ranging between approximately 400°C and 500°C. This temperature is critical: it must render the aluminum sufficiently “pliable” to facilitate extrusion, yet remain below its melting point to preserve the integrity of the metal’s crystalline structure.
Die Preheating: Concurrently, the precision dies manufactured during Phase 2 are preheated to prevent thermal shock and ensure a smooth flow of material.
The Power of the Press
Once the aluminum billet reaches its optimal state, it is fed into the extrusion press’s container. A hydraulic ram drives the billet forward with a force of thousands of tons (our production line is equipped with high-tonnage extrusion presses).
Our high-tonnage presses transform raw billets into precision profiles.
Under this immense pressure, the aluminum alloy flows through the die opening much like “toothpaste.” At that very moment, it takes on the intricate cross-sectional shape you have designed.
Quenching: Locking in Mechanical Properties
Immediately after extrusion, the profiles are at an extremely high temperature; therefore, immediate quenching is required. This constitutes the critical step that determines the final hardness of 6061 or 6063 profiles.
Air or Water Cooling: Depending on the specific alloy type and wall thickness requirements, we employ either forced air cooling or water mist quenching.
Achieving the Temper (T5/T6): The rapid cooling process serves to lock strengthening elements within the solid solution structure. Subsequently, the profiles are transferred to an aging oven for artificial aging, ultimately achieving your specified T5 or T6 temper—thereby attaining optimal tensile strength and hardness.
Stretching and Straightening
Following hot extrusion, the long profiles may exhibit slight distortions. We utilize large-scale stretch-straightening machines to physically stretch the entire length of each profile, thereby relieving internal stresses and ensuring absolute straightness to meet the most demanding industrial tolerance requirements.
Phase 3: The Extrusion Process (The Production Core)
This is the most dramatic stage of the entire manufacturing journey. Under immense pressure and precise temperature control, raw material instantly transforms into the precision cross-sections you designed in your CAD drawings.
Heating the Billet: Preparing for Transformation
Before extrusion begins, cylindrical aluminum alloy logs, known as billets, are fed into a heating furnace.
- Temperature Control: We heat 6061 or 6063 aluminum billets to approximately 400°C to 500°C. This specific range is critical: it makes the aluminum “soft” enough to extrude while remaining below the melting point to preserve the integrity of the metal’s crystal structure.
- Die Preheating: Simultaneously, we preheat the precision dies manufactured in Phase 2. This prevents thermal shock and ensures a smooth, consistent flow of material through the die.
The Power of the Press
Once the billet reaches its ideal state, we load it into the container of the extrusion press. A hydraulic ram then pushes the billet with thousands of tons of force.
“Our high-tonnage presses transform raw billets into precision profiles.”
Under this extreme pressure, the aluminum alloy passes through the die opening like “industrial toothpaste.” In that moment, it takes on the complex geometry of your custom design.
Quenching: Locking in Mechanical Properties
As the profile emerges, it is extremely hot and must be quenched immediately. This is the decisive step that determines the final hardness of your 6061 or 6063 profiles.
- Air or Water Cooling: Depending on the alloy type and wall thickness, we utilize powerful forced-air fans or high-pressure water mist for quenching.
- Achieving the Temper (T5/T6): The rapid cooling locks strengthening elements into the solid solution. We then move the profiles into an Aging Oven for artificial aging, reaching your specified T5 or T6 temper to ensure maximum tensile strength and structural hardness.
Stretching and Straightening
Hot extrusion can leave long profiles with minor twists or bows. We use large-scale stretching machines to physically pull the entire length of the profile. This process eliminates internal stresses and ensures absolute straightness, allowing the product to meet even the most demanding industrial tolerance requirements.
Phase 4: Secondary Fabrication & Surface Treatment
Extrusion is merely the beginning. To ensure the profiles perfectly fit your specific application, we offer a comprehensive, one-stop service—ranging from precision machining to high-end surface treatments. This stage endows the product with its final physical dimensions and protective enclosure.
Precision Fabrication: Adding Functionality
Often, raw extruded strips cannot be directly assembled. Our advanced processing workshop utilizes state-of-the-art equipment to ensure a near-zero tolerance fit for every profile.
Precision CNC Machining: We use multi-axis CNC machining centers to mill, drill, and tap 6061 and 6063 profiles. Whether your design includes complex cavities or precise positioning holes, we ensure consistency.
Cutting and Mitering: Whether for extra-long or extra-short precision parts, our automated cutting system provides perfect cut angles (such as a 45-degree bevel), crucial for frame assembly.
Deburring: Every product undergoes meticulous deburring to ensure smooth edges, enhancing safety and feel during assembly.
We streamline your assembly: “By performing precision drilling, tapping, and CNC milling in-house, we deliver ready-to-use components that significantly reduce your on-site assembly time.”
Surface Treatment: Protection Meets Aesthetics
While aluminum is naturally corrosion-resistant, professional surface treatments can elevate the aesthetic appeal of 6063—or the durability of 6061—to the next level.
Anodizing
This is the most classic surface treatment method for aluminum profiles.
Key Value: It increases the thickness of the oxide layer, thereby significantly enhancing both hardness and corrosion resistance.
Visual Effect: It imparts a texture with a strong metallic aesthetic. Thanks to the superior surface structure of 6063 aluminum alloy, it exhibits an exceptionally uniform and premium luster following the anodizing process.
Powder Coating
If you require specific corporate brand colors (such as deep blue or orange) or exceptional outdoor weather resistance, powder coating is the optimal choice.
Key Value: Provides a hard, abrasion-resistant protective layer that withstands UV radiation and harsh weather conditions.
Visual Appeal: Offers a virtually limitless range of color options and provides excellent surface coverage, capable of concealing minor mold marks.
Phase 5: Quality Control and Global Delivery
The journey from a digital CAD file to a finished industrial component is not complete until the product is verified and delivered safely to your facility. Reliability is our hallmark, and Phase 5 is where we prove our commitment to excellence.
Rigorous Inspection: Verifying Every Millimeter
Quality is not an afterthought; it is integrated into every step of our process. Before any order is cleared for shipping, it undergoes a multi-layered inspection protocol:
- Dimensional Accuracy: We use high-precision calipers and Coordinate Measuring Machines (CMM) to verify that every profile matches the tolerances specified in your original SolidWorks or CAD drawings.
- Mechanical Property Testing: We conduct hardness tests (such as Webster or Barcol hardness) and tensile strength tests. This ensures that your 6061 profiles have reached the required T6 strength or that your 6063 profiles possess the ideal balance of flexibility and durability.
- Surface Quality Check: Our team performs a 100% visual inspection of finished surfaces. Whether it is a natural mill finish, anodized silver, or a custom powder coat, we ensure there are no streaks, scratches, or color inconsistencies.
Protective Packaging: Engineered for Global Transit
As a leading international supplier, we understand that industrial profiles must survive thousands of miles of transit. We don’t just ship; we protect.
- Surface Protection: We use plastic interleaving or protective films between each profile to prevent metal-on-metal friction during shipping.
- Custom Crating: For international orders, we utilize reinforced wooden crates or heavy-duty cardboard tubes to protect against impact and environmental factors.
- Moisture Control: We include desiccant packs where necessary to prevent oxidation during sea freight, ensuring your aluminum arrives in pristine condition.
Reliable Global Logistics
Located in the industrial hub of Jinan, we leverage a robust logistics network to reach your facility anywhere in the world. Whether by sea, air, or rail, we provide transparent tracking and documentation (including Certificates of Conformity and Material Test Reports) to streamline your customs clearance process.
Our Commitment to You: “We deliver more than just aluminum; we deliver peace of mind. From the final dimensional check to the moment the crate arrives at your door, we ensure your custom project is handled with industrial-grade precision.”
Conclusion: Ready to Start Your Project?
Custom aluminum extrusion is the most effective way to optimize your product performance while reducing assembly time and long-term costs. By understanding the journey from design to delivery, you can better leverage the strengths of 6061 and 6063 alloys for your unique applications.
Take the next step in your manufacturing journey:
- [Download our Aluminum Catalogue PDF] to explore our technical specifications.
- [Contact our expert team] today for a professional CAD review and a fast, competitive quote.

